


In the fast-paced world of electronics manufacturing, the standardization of R&D documentation is often underestimated, viewed as a mere administrative task. In reality, it is a hard performance metric that directly governs the efficiency of PCBA operations. A well-structured Bill of Materials (BOM), accurate Pick & Place and Centroid files, and a complete Netlist are the fundamental inputs that dictate an SMT line’s changeover speed, placement yield, and final product reliability.

1. Core Pain Points: The Hidden Costs of Poor Documentation
According to industry research, 80% of first-time prototyping failures originate from a mismatch between design files and process requirements, while 90% of volume production delays stem from supply chain management oversights.
1.1 BOM: From a Shopping List to a Production Roadmap
The BOM is the lifeline of PCBA manufacturing. Yet many R&D engineers treat it as a simple list, often relying on loosely formatted Excel sheets. This informality creates several high-impact issues:
- Vague Parameters:Specifying “Capacitor, 10µF” without voltage rating or tolerance forces procurement to guess, often leading to wrong parts being kitted. The rework cost can inflate project budgets by over 15%.
- Designator Mismatch:If the reference designators in the BOM do not perfectly match the silkscreen on the PCB, the SMT machine cannot correctly map parts to positions, requiring time-consuming manual intervention.
- Version Chaos:This is a silent killer. When an engineering change order (ECO) updates the design but the BOM is not simultaneously revised, the factory builds against an outdated revision. This can result in a full batch of unusable assemblies.
1.2 Centroid File: The Eyes of the Pick-and-Place Machine
The centroid file is the crucial data set that tells the SMT equipment where to place every single component.
- Data Deviation:An inconsistent coordinate origin, or a poorly defined origin within a component footprint, leads to placement errors. On dense boards with 0402 components or QFN packages, even a 0.1mm shift can cause solder bridging or misalignment.
- Efficiency Bottleneck:Non-standard centroid files require expensive engineering time to fix and format for the specific SMT line. As a case study from JDB PCB shows, utilizing standardized, online DFM checks can preempt these validation loops, significantly reducing rework and idle time.
1.3 Netlist: The Logic Lock for Electrical Continuity
The Netlist file (typically in IPC-356 format) serves as the logical blueprint for electrical connections.
- Opens and Shorts:Sending a PCB design to production without a proper netlist validation is a recipe for disaster. Hidden short circuits or open nets can flow undetected into the production line. In one notable case, a smartwatch project saw a two-week delay because the solder mask layers and netlist were not rigorously validated, leading to pad oxidation across 500 units.

2. The Measurable Impact of Standardization
When R&D documentation is standardized, the efficiency gains are immediate and significant.
2.1 Communication Overhead Reduced by Over 30%
A complete and standardized BOM drastically cuts the back-and-forth between engineering, procurement, and the factory floor. When the BOM includes full manufacturer part numbers (MPNs), specifications, and substitutes, teams spend less time clarifying ambiguities and more time building.
2.2 SMT Changeover Time Compressed
Standardized centroid files and Gerber data (RS-274X format) allow production programs to be reused efficiently.
- Data:By applying Lean principles like SMED (Single-Minute Exchange of Die) alongside standardized documentation, manufacturers can cut changeover time from 45 minutes to just 25 minutes. This translates to a more than 5% increase in effective daily capacity.
2.3 First Pass Yield (FPY) Stabilizes at Higher Levels
Standardization allows for robust automated checks before production begins.
- DFM Checks:Using advanced tools like Valor or CAM350 for DFM analysis—which scrutinize component spacing, pad-to-trace angles, and test point accessibility—can ensure test point coverage exceeds 85%.
- Result:Production FPY consistently stays above 99.2%, drastically reducing the expensive and time-consuming burden of rework.
3. Implementing Documentation Standardization
3.1 Build a Company-Wide BOM Template
Drawing on industry best practices from established manufacturers, a robust BOM template must include:
- Mandatory Fields:Manufacturer Part Number (MPN), Brand, Package, Quantity, Reference Designators, and clearly defined substitute options.
- Version Control:Implement a strict revision control system (e.g., V1.0, V1.1). Every change must be logged with the reason and effective date.
3.2 Standardize Centroid and Netlist Output
- Coordinate Origin:Unify the PCB origin to the bottom-left corner (0,0). This simple step eliminates a major source of misalignment.
- Netlist Format:Always output the netlist in the IPC-356 standard format to ensure compatibility with In-Circuit Testing (ICT) and Flying Probe systems.
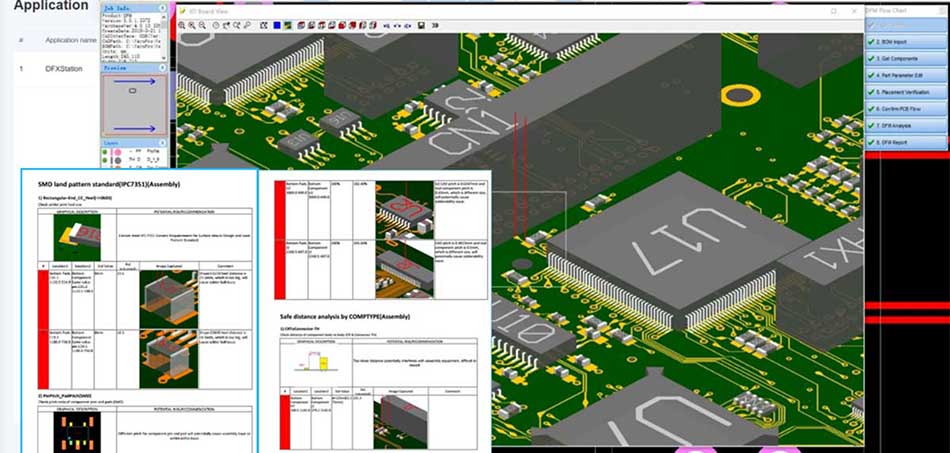
3.3 Leverage Online DFM / DFX Tools
Use intelligent platforms that check the BOM against the PCB layout automatically. The goal is to achieve a “Design for Excellence” state before the files are ever sent for fabrication, eliminating the need for late-stage Engineering Change Notices (ECNs).
4. Case Study: TORTAI Technologies’ DFX Practice — A Closed Loop from Documentation to Delivery
At TORTAI Technologies, over a decade of PCBA manufacturing experience has proven the mantra that “Documentation is the Process.”
In its practice of helping clients achieve R&D documentation standardization, TORTAI Technologies has specialized in high-reliability PCBA/OEM/ODM/EMS for over a decade. The company operates a 4,000 m² modern facility with four fully automatic high-speed SMT lines, two DIP insertion lines, and ICT/FCT testing lines. It is certified to ISO9001:2015, ISO13485, and IATF16949, implements the IPC-A-610J CLASS III standard, and is equipped with a full MES traceability system.
We guide our clients through a structured, standardized flow:
- NPI Phase:Provide complete Gerbers (RS-274X with solder mask and drill files), a standard BOM, and an IPC-356 netlist.
- Review Phase:Our MES system ingests the client’s BOM to run automatic comparisons and risk flags (Red/Yellow/Green).
- Production Phase:We lock the document baseline. Any deviation requires a formal Product Change Notification (PCN), ensuring perfection in the “Part, Document, Board” triad.
The result? TORTAI Technologies has helped medical and new energy clients slash engineering preparation time by 40% while rigorously meeting IPC-A-610J Class III standards. By leveraging our expertise in BOM version control, automatic centroid validation, netlist electrical verification, and DFM/DFX reviews, we help clients turn their “documentation advantage” into a true “efficiency advantage,” providing solid manufacturing support for the rapid launch of industrial, automotive, medical, and AI computing hardware.
Conclusion
Standardizing R&D documentation may seem like an investment on the design side, but it is the single most effective lever for pulling efficiency on the manufacturing floor. In the hyper-competitive electronics market of 2026, mastery of BOM, centroid, and netlist standardization is the key to supply chain agility and speed.
FAQ (Frequently Asked Questions)
Q1: Do I need to list “NC” (Not Connected / Not Loaded) components in my BOM?
A: Absolutely. We recommend adding an “Installation Status” column and marking components as “Loaded” or “NC”. This simple step prevents the SMT machine from attempting to place parts on empty pads or ignoring required jumpers, saving materials and rework effort.
Q2: The rotation angles in my centroid file are often incorrect. What is the cause?
A: This is typically a library standardization issue. Ensure that the component origin (Pin 1) and the 0-degree rotation definition are consistent across all footprints in your library. Before submitting the centroid file, use a CAM viewer (like CAM350) for a visual check to confirm that the part orientations match the PCB silkscreen.
Q3: What exactly does the Netlist file do during PCBA processing?
A: The Netlist is essential for automated testing, specifically Flying Probe Testing (FPT) and In-Circuit Testing (ICT). It provides the tester with a map of which nodes should be electrically connected. Without an accurate netlist, the test system cannot correctly identify opens and shorts, leading to massive test coverage gaps.
Q4: Where should I list substitute components in the BOM?
A: Create a dedicated “Approved Substitute” column. List the full MPN and brand of the alternative part. It is critical that the substitute component is 100% pin-to-pin and footprint compatible with the primary part to avoid costly machine stoppages and placement errors.
Q5: Can TORTAI Technologies help audit my R&D documentation?
A: Yes. TORTAI Technologies offers a complimentary DFM/DFX documentation pre-review service. We will check your BOM for completeness and accuracy, verify your centroid data against your PCB layout, and review your Gerbers for manufacturability. We typically deliver a detailed Engineering Pre-Review Report within 24 hours, helping you identify and mitigate risks before they reach the production line.