


In the global medical diagnostic equipment industry, the U.S. market is renowned for its high regulatory standards, stringent quality requirements, and rapid iteration cycles. For many multinational diagnostic device giants, selecting a manufacturing partner goes far beyond cost—it hinges on technical capability, quality systems, delivery reliability, and global compliance strength. Recently, a world-leading U.S.-based diagnostic equipment company (hereinafter referred to as the “U.S. Client”) conducted a global selection process for the PCBA supplier of its next-generation portable molecular diagnostic instrument—and ultimately chose us, a China-based medical electronics manufacturing services provider, over local suppliers in the U.S. and other regions. Behind this decision lie both the megatrends reshaping global supply chains and our systematic advantages in high-end PCBA manufacturing, regulatory compliance, and full-process quality assurance.
Set against China’s “14th Five-Year Plan for the Medical Equipment Industry,” which promotes self-reliance and internationalization of high-end in-vitro diagnostic equipment, the U.S. FDA’s QSR 820 (Quality System Regulation) and IVDD (In Vitro Diagnostic Device Directive) requirements, and the EU MDR’s strengthened mandates for full-lifecycle traceability, the procurement logic for diagnostic device PCBAs in 2025-2026 has shifted from “nearshoring” to “capability-first, risk-controllable, and globally compliant.” This article unpacks the key reasons the U.S. Client selected us and, through three to four real-world case examples, demonstrates our differentiated competitiveness in the high-end diagnostic equipment PCBA space.

1、The U.S. Client’s Selection Background and Decision-Making Logic
Project Requirements
The U.S. Client is developing a portable molecular diagnostic instrument for rapid infectious disease testing, targeting markets in North America, the European Union, and China. Its core requirements include:
- High precision and reliability:Molecular diagnostics demand extremely high precision in temperature control, optical detection, and signal processing. The PCBA must maintain stable, long-term operation in complex environments.
- Full regulatory coverage:*The product must simultaneously meet the requirements for FDA 510(k) clearance, EU IVDR, and China’s NMPA Class II certification.
- Rapid scale-up and flexible delivery:With a tight time-to-market window, the client requires a supplier with stable volume production capabilities and the agility to flexibly expand capacity.
- Global traceability:Full-process data—from components to finished goods—must comply with 21 CFR Part 11 electronic records/electronic signatures requirements.
Challenges with Local Suppliers
The U.S. Client had multiple candidate suppliers in the United States and Mexico but identified the following gaps during evaluation:
- Insufficient high-end process capabilities:Some local manufacturers lacked experience with complex HDI boards, rigid-flex boards, and high-precision placement (01005 components, 0.3mm pitch BGA), falling short of the optical sensing and high-speed signal chain layout requirements of a molecular diagnostic instrument.
- Regulatory and quality system gaps:While they had a QSR 820 foundation, they lacked mature cross-regional registration support and multilingual technical documentation capabilities to navigate the multi-market compliance demands of EU MDR and IVDR.
- Weak supply chain resilience:Local suppliers often relied on single American or European channels for critical components (such as high-precision ADCs and low-noise op-amps), posing a supply disruption risk amid geopolitical tensions or trade barriers.
- Limited delivery elasticity:When faced with sudden volume ramp-ups (e.g., due to a pandemic rebound or emergency orders), local manufacturers had long expansion lead times and near-saturation equipment utilization.
2、Our Core Competitive Advantages: End-to-End Capabilities from Technology to Compliance
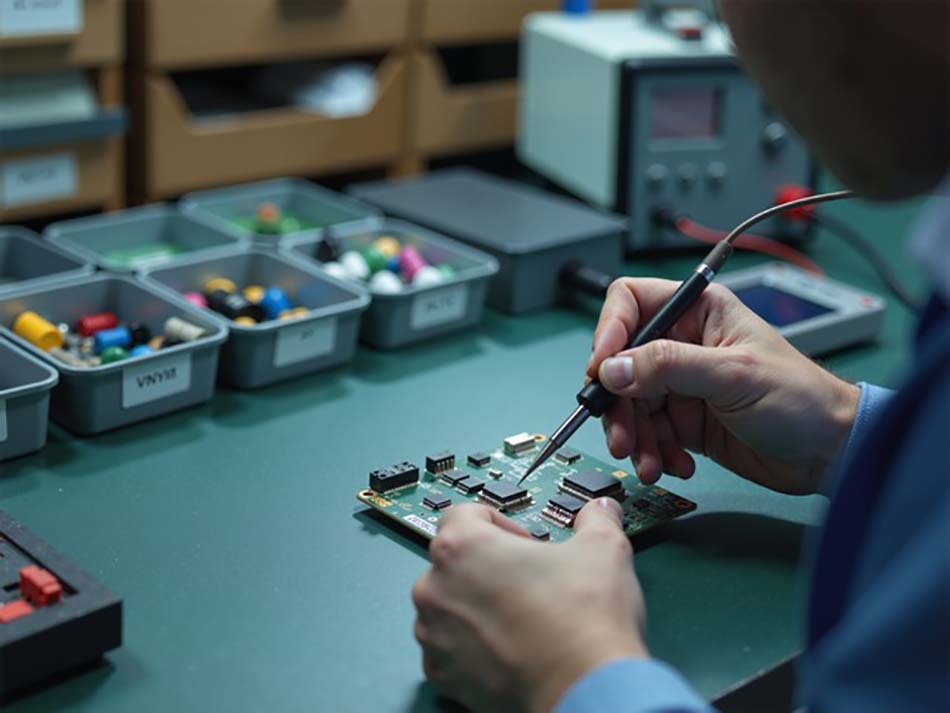
Advantage 1: High-End Medical PCBA Processes and DFM Capability
We have volume production experience with 12-layer and above HDI, rigid-flex boards, and high-density microvias, supporting placement accuracy of ±10μm for 01005 components and 0.3mm pitch BGA/CSP—meeting the stringent signal integrity (SI) and power integrity (PI) requirements of molecular diagnostic instruments.
We engage in DFM/DFA reviews early in the design phase, using HyperLynx simulation to optimize high-speed signal routing, impedance matching, and EMC shielding, reducing the risk of late-stage board revisions.
Case 1:In an EU IVDR molecular diagnostic project, we used simulation to proactively identify a high-speed ADC clock signal crosstalk risk. By optimizing the guard ring and ground plane partitioning, the radiated emissions test passed on the first attempt, saving four weeks of rework time.
Advantage 2: Global Regulatory Compliance and Multi-Market Registration Support
We have established a quality system conforming to ISO 13485, QSR 820, and IVDR Annex IX, and we can prepare multi-market registration documentation (Design Dossier, Technical File, DHF/DMR) in parallel, ensuring that FDA 510(k) and EU MDR submissions proceed concurrently.
Our multilingual (English/German/Chinese) regulatory team is well-versed in 21 CFR Part 11 electronic data requirements, enabling full-process electronic traceability from component lots to finished devices.
Case 2:We assisted a U.S. client with the dual FDA and NMPA filing for a portable PCR instrument by rapidly converting existing CE MDR technical files, shortening the registration cycle by 30%.
Advantage 3: Diversified Supply Chain with Localized Backups
For critical components (high-precision ADCs, low-noise amplifiers, optical sensors), we have established a tri-source supply system (US/European OEM + domestic alternative + Southeast Asian backup), ensuring that if supply disruptions occur in any region, we can switch lines within 72 hours.
Strategic partnerships with leading domestic substrate manufacturers guarantee stable supply of high-Tg FR-4 and high-frequency Rogers materials, avoiding production delays caused by extended lead times at American or European substrate fabs.
Case 3:In 2024, when an international client faced a potential export restriction on a U.S.-made ADC, we provided a domestically produced, pin-to-pin compatible alternative and completed validation within one week, ensuring their urgent order shipped on time.
Advantage 4: High-Reliability Manufacturing and Rapid Response
Our facilities include Class 10,000 cleanrooms, vacuum reflow soldering, Automated X-ray Inspection (AXI), and in-line Functional Test (FCT) equipment. Our first-pass yield (FPY) consistently exceeds 99.5%.
An integrated MES+ERP system provides real-time production monitoring and batch traceability, allowing clients to remotely view production progress and test data at any time, enhancing transparency and trust.
Case 4:When a U.S. diagnostic client urgently changed an optical sensor model during the pilot production phase, we completed the BOM substitution, process validation, and sample delivery within 48 hours—five days faster than their local supplier.
3、Key Decision Factors for the U.S. Client
- Technical capability matching high-end diagnostic devices:Our experience in design collaboration and manufacturing for complex signal chain PCBAs meets the integrated needs of optical detection, temperature control, and high-speed communication in a single pass, reducing the client’s secondary development costs.
- Robust cross-market compliance capability:We can simultaneously support FDA, IVDR, and NMPA registrations, minimizing redundant efforts and risks associated with multi-market submissions.
- Supply chain resilience superior to local suppliers:Our multi-source backup and rapid switching capability give the client greater assurance in the face of geopolitical uncertainties or public health events.
- Speed of delivery and responsiveness:Elastic capacity from pilot to mass production ramp-up satisfies the dual demands of rapid market launch and emergency supply for diagnostic devices.
- Transparent and trustworthy quality and traceability:A 21 CFR Part 11-compliant electronic records and signatures system gives the client greater confidence during global audits.
4、A Replicable Methodology: The “Five Elements” to Winning Multinational Diagnostic Clients
- High-end processes + proactive DFM:Resolve SI/PI/EMC issues at the design stage to reduce mass production risks.
- Globalized regulatory footprint:Build a multi-market quality system and documentation capability to shorten registration cycles.
- Diversified supply chain:Multi-source supply for critical materials plus localized backup to enhance risk resilience.
- High-reliability manufacturing:Full-process quality control with high FPY to ensure product consistency and traceability.
- Rapid response and transparent communication:Use digital tools to increase customer engagement and trust.

Conclusion: Choosing Us Means Choosing a Globally Compliant, High-Reliability Manufacturing Partner
This leading American diagnostic equipment company’s decision confirms that, in the high-end medical PCBA field, capability, compliance, and resilience are the core competencies that win multinational clients. With our comprehensive strengths in complex processes, global regulations, a diversified supply chain, and high-reliability manufacturing, we provide customers with a one-stop solution spanning design support, global registration, pilot production, and volume delivery—ensuring steady progress in a volatile international environment.
In the realm of high-end diagnostic equipment PCBA, TORTAI Technologies deeply understands the stringent requirements of global regulations such as FDA, IVDR, and NMPA. Equipped with an experienced multilingual regulatory team and a globalized supply chain system, we can provide customers with full-process assurance encompassing cross-market compliance, rapid response, and high-reliability manufacturing. With professionalism and integrity, we are committed to being your trusted manufacturing partner, empowering your diagnostic devices to move unimpeded across global markets—illuminating every path to precise detection with stability and quality.